Масштабной линейкой измеряют длину или ширину на плоскостях, определяют размеры, замеренные нутромером и кронциркулем, а также пользуются при разметочных работах. Точность измерения - до 0,5 мм.
Для точного измерения различных углов служит универсальный угломер , представляющий собой две линейки с дисками, скрепленными между собой шарнирно. На одном диске нанесены деления в градусах. При измерении изделие устанавливают между линейками так, чтобы их края касались плоскостей измеряемого изделия. При этом величину угла определяют по делениям на диске.
Рис. Универсальный угломер
Циркуль, кронциркуль и нутромер
Циркуль применяют главным образом при разметке. Ножки циркуля должны быть одинаковой длины и толщины, правильно заточены и в сомкнутом состоянии не должны давать просвета. При износе и затуплении ножки циркуля затачиваются оселком.
![]()
а — циркуль: б - кронциркуль; в - нутромер.
Кронциркуль служит для наружного измерения деталей. Величина, измеренная кронциркулем, определяется по масштабной линейке. Точность измерения - до 0,5 мм. Кронциркули бьшают шарнирные и пружинные.
Шарнирный кронциркуль прост по устройству и удобен для пользования, но с течением времени в нем разрабатывается шарнирное соединение, и получается свободный ход. Для устранения свободного хода заклепку головки шарнира слегка обжимают или расклепывают.
Концы ножек по мере пользования теряют свою первоначальную форму, поэтому их следует периодически заправлять оселком.
Нутромером определяют внутренние размеры деталей. Величины, измеряемые нутромером, определяют по масштабной линейке. Точность измерения до 0,5 мм. Нутромеры бывают пружинные и шарнирные.
(рисунок а) - измерительный инструмент, позволяющий производить три измерения: наружное, внутреннее и глубины с точностью до 0,1 мм. Этот инструмент состоит из неподвижной губки, прикрепленной к масштабной линейке, на которой нанесена метрическая шкала, и из подвижной губки, свободно перемещающейся по линейке. У подвижной губки имеется вырез с нониусом и рейка для измерения глубины. Обе губки имеют сверху заостренные концы для внутренних измерений. На нониусе внизу сделано десять делений. Левая крайняя черта называется нулевой. Для определения размера при разведенных губках штангенциркуля нужно отсчитать целое количество миллиметров, которое прошла по линейке крайняя левая черта нониуса (на рисунке б это - 11 мм), а затем найти черту нониуса, которая точно совпадет с каким-либо делением линейки. В случае, изображенном на рисунке б, вторая черта нониуса (не считая нулевой черты) совпадает с делением на линейке, следовательно, данный размер будет равен 11,2 мм.
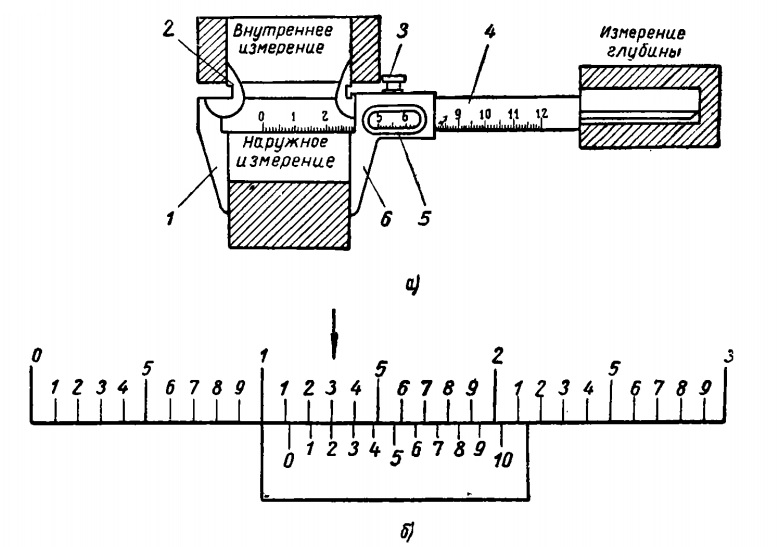
Рис. Штангенциркуль:
а - измерение штангенциркулем; б - отсчет по нониусу; 1 - неподвижная губка; 2 - заостренный конец губки; 3 - винт для закрепления подвижной губки; 4 - масштабная линейка; 5 - нониус; 6 - подвижная губка.
Штангенглубомер
Штангенглубомером можно измерить глубину пазов на валах, отверстий и др. При измерении опорные плоскости штангенглубомера ставят на плоскость изделия, от которой производят измерение. Необходимо следить, чтобы у опорных губок штангенглубомера не было выбоин и ржавчины. Периодически опорные губки необходимо притирать, пользуясь проверочной плитой. В процессе притирки подвижная линейка должна находиться на нуле. Измерение штангенглубомером производится так же, как и штангенциркулем.
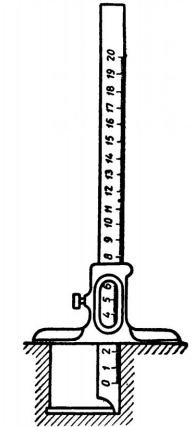
Рис. Измерение штангенглубомером
Представляет собой соединение штангенциркуля со штангенглубомером.
Штангензубомером измеряют толщину зубьев шестерен для определения величины их износа и размера. Зная по чертежу высоту зуба шестерни (считая от начальной окружности), устанавливают его размер на вертикальной шкале штангензубомера; после этого губки штангензубомера устанавливают на зуб и горизонтальным штангенциркулем измеряют толщину зуба. Точность измерения штангензубомером - до 0,02 мм.

Рис. Штангензубомер
Телескопическим штихмасом измеряют внутренние размеры в пределах от 12 до 150 мм. Подвижной измерительный стержень штихмаса входит в неподвижную часть корпуса, из когорой он пружиной выжимается наружу. Внутри корпуса проходит фиксирующий стержень, которым можно зажать измерительный стержень в любом положении. Для измерения отверстия нужно освободить измерительный стержень, вставить штихмас в отверстие и, придав ему правильное положение, зажать фиксирующий стержень, а затем осторожно вынуть штихмас из отверстия. После этого штангенциркулем или микрометром измеряют длину измерительного стержня вместе с неподвижной частью.
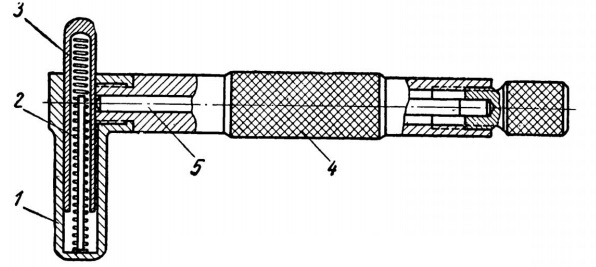
Рис. Штихмас телескопический:
1 - неподвижная часть; 2 - отжимная пружина; 3 - измерительный стержень; 4 - корпус; 5 - фиксирующий стержень.
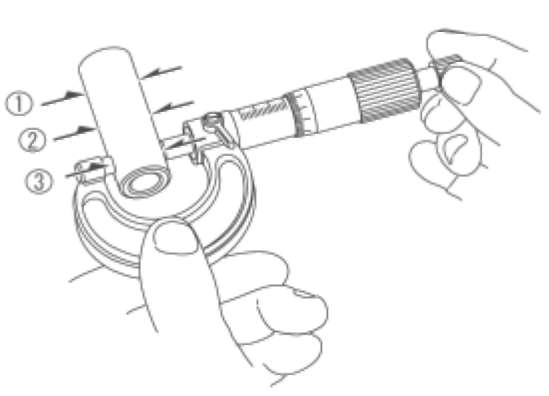
Служит для наружного измерения деталей с точностью до 0,01 мм. Больше всего распространены микрометры следующих размеров: 0-25; 25-50; 50-75; 75-100 мм. Устройство микрометра показано на рисунке.

Рис. Микрометр:
а - разрез микрометра; б - определение размера; 1 - скоба; 2 - стопорный винт пятки; 3 - пятка; 4 - винт с микрометрической нарезкой; 5 - барабан; 6 - трещотка; 7 - гильза с делениями до 0,5 мм; 8 - зажимное кольцо.
Скоба микрометра в левой части имеет закаленную и отшлифованную пятку, закрепленную стопорным винтом. В правой части скобы находится гильза с неподвижной шкалой; в гильзе закреплена стальная втулка с микрометрической резьбой, шаг которой равен 0,5 мм. Во втулку завернут микрометрический винт, на наружном конце которого укреплен барабан со шкалой, имеющей 50 делений, расположенных по окружности, и трещоткой.
Для измерения деталь устанавливают между винтом и пяткой, после чего барабан за трещотку повертывается и винт выдвигается до соприкосновения с измеряемой деталью. Для определения размера надо сосчитать число миллиметров на поверхности гильзы, включая пройденное полумиллиметровое деление, а затем посмотреть, какое деление на краю барабана совпадает с осевой чертой, сделанной на гильзе. Это деление будет соответствовать числу сотых долей миллиметра, которое нужно прибавить к предыдущим данным. В положении микрометра, показанном на рисунке б, установлен размер 20,05 мм.
Микрометрическим штихмасом определяют внутренние размеры изделий с точностью до 0,01 мм. По своему устройству микрометрический штихмас сходен с микрометром. Штихмас состоит из гильзы, имеющей на одном конце наконечник со сферической мерительной поверхностью, а на другом - микрометрический винт с такой же поверхностью. Размеры определяются так же, как и микрометром. Для увеличения пределов измерения микрометрический штихмас имеет набор сменных мерительных стержней, что позволяет измерять размеры до 250 мм.
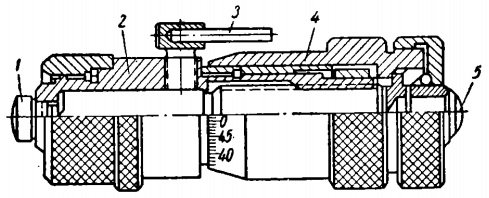
Рис. Штихмас микрометрический:
1 и 5 - сферические мерительные поверхности; 2 - гильза; 3 - стопорный винт; 4 - барабан.
Служит для измерения отклонений в размерах изделий. Индикаторами проверяют вертикальные и горизонтальные плоскости отдельных деталей, а также биение, овальность и конусность валов и цилиндров. Точность измерения индикатором до 0,01 мм.
Индикатор состоит из корпуса, внутри которого расположен механизм, состоящий из нескольких шестерен, зубчатой рейки, упоров и циферблата со стрелкой. На циферблате нанесено 100 делений, каждое из которых соответствует 0,01 мм. При перемещении измерительного штифта на величину 0,01 мм стрелка перемешается по окружности на одно деление шкалы, а при перемещении штифта на 1 мм она делает один оборот. Обратно измерительный штифт перемещается под действием пружины.

Рис. Индикатор:
а - разрез индикатора; б - универсальная стойка для крепления индикатора; 1 - измерительный штифт; 2 - червячное колесо; 3 и 5 - зубчатки; 4 - стержень; 6 и 9 - пружины; 7 - каретка; 8 - направляющая каретки.
На рисунке б показана универсальная стойка для крепления индикатора, с помощью которой измеряют детали в различных положениях.
Для измерения износа цилиндров индикатор закрепляют на специальном приборе - пассиметре.
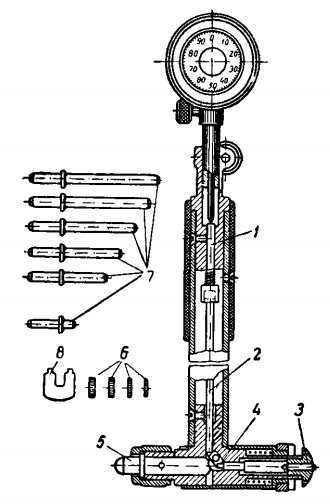
Рис. Индикатор с пассиметром для измерения износа цилиндров: 1 и 2 - стержни; 3 - подвижной наконечник; 4 - качающийся рычаг; 5 - неподвижный стержень; 6 - калиброванные кольца; 7 - набор неподвижных стержней; 8 - ключ для разборки и сборки головки прибора.
Измерительная часть (головка) прибора состоит из подвижного наконечника и неподвижного стержня. Перемещение подвижного наконечника передается качающимся рычагом и стержнями на измерительный штифт индикатора, который в свою очередь действует на механизм и стрелку. В комплект индикатора входит набор неподвижных стержней и калиброванных колец, позволяющих измерять цилиндры разных диаметров. Перед измерением в головку прибора устанавливают неподвижный стержень (иногда под буртик неподвижного стержня помещают калиброванные кольца). Для подбора стержня и кольца цилиндр предварительно измеряют (приближенно) штангенциркулем или линейкой.
Щуп и резьбомер
Щуп представляет собой стальную калиброванную пластинку или набор пластинок различной толщины. На каждой пластинке указана ее толщина в миллиметрах. Щупы служат для измерения зазоров между двумя деталями. При измерении больших зазоров применяют несколько пластинок, вместе взятых. При измерениях нельзя допускать резких перегибов щупа и больших усилий. Необходимо следить, чтобы на щупах не было грязи и металлической пыли, что нарушает точность измерения.
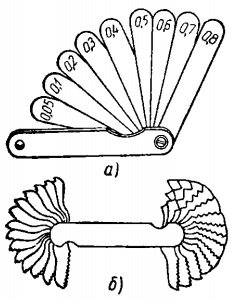
Рис. Измерительные инструменты:
а - набор плоских щупов; б — резьбомер.
Резьбомер служит для проверки и определения числа ниток на 1 дюйм или шага резьбы (в миллиметрах) на болтах, гайках и других деталях. Он представляет собой набор стальных гребенок (резьбовых шаблонов) с профилем зуба, соответствующим профилю стандартной дюймовой или метрической резьбы. Число ниток на дюйм или шаг резьбы помечают на каждой гребенке. На корпусе дюймового резьбомера выбивают метку 55°, а метрического 60°. Для проверки резьбы на болте или в гайке необходимо последовательно прикладывать гребенки резьбомера до тех пор, пока не будет найдена гребенка, зубья которой точно совпадают с резьбой детали без просвета. Размеру этой гребенки и будет соответствовать измеряемая резьба.
Шаблоны
Радиусный шаблон применяют для измерения у изделий радиусов. Шаблон представляет собой тонкую стальную пластину с выпуклыми или вогнутыми закруглениями. На поверхности каждого шаблона выбиты цифры, определяющие размер радиуса закругления в миллиметрах.
Шаблон для проверки угла заточки спиральных сверл диаметром до 50 мм изготовляют в виде стальной пластины, имеющей вырез с углом 116-118°. На кромке выреза нанесена миллиметровая шкала (рисунок а), по которой проверяют длину режущих кромок сверла.

Рис. Шаблоны для проверки угла заточки спиральных сверл:
а - простой; б - универсальный.
Универсальным шаблоном (рисунок б) можно проверять, кроме угла заточки сверла, также и резьбу (метрическую 60° и дюймовую 55°).
Проверочная плита
Проверочная плита представляет собой чугунную плиту с точно обработанными поверхностью и краями. Ее широко используют при разметочных и контрольных работах. Поверхность плиты не должна иметь задиров, рисок и ржавых пятен. Плиту устанавливают строго горизонтально по уровню. Для проверки изделие или плиту смазывают тонким слоем краски, затем изделие накладывают на плиту и двигают по ней. По отпечатку краски определяют точность обработки изделия. По окончании работы поверхность плиты протирают, смазывают маслом и закрывают деревянной крышкой.














Напишу как пользоваться штихмасом, возможно кому-то интересно. Штихмас в сборе с самой короткой насадкой
вставляется в скобу
Раздвигается до упора в скобе. Скоба служит для калибровки и проверки штихмаса, имеет размер 75мм ровно, выполнена с высоким классом точности. Откручивается гайка микрометрического винта. "0" лимба
микрометрического винта
совмещается с риской на корпусе, т.е. выставляется на "нуль"/калибруется в размер 75,00мм. Закручивается гайка микрометрического винта. Еще раз проверяется "по нулям". Штихмас готов к работе. Измеряется, к примеру, блок цилиндров двигателя ВАЗ 2103. Штихмас вставляется в цилиндр диаметрально, раскручивается до касания, стопорится винтом на корпусе и вынимается. Далее смотрим показания. Штихмас показал, допустим, 1,04мм. Получаем 1,04 + 75,00 = 76,04мм т.е. стандартный размер. Можно/нужно измерить цилиндр в нескольких местах, вдоль и поперек блока, а также в местах максимальной выработки от колец. К примеру, максимальный диаметр получился 1,26мм. Отнимаем стандартный размер 1,04 = 0,22мм. Т.е. выработка цилиндра 0,22мм. В ремонт. Нутромер микрометрический раздвигается на 10мм и имеет цену деления 0,01мм (одна сотка). Два оборота лимба составляют 1,00мм, т.к. шаг микрометрического винта 0,5мм. Для измерения больших диаметров применяются насадки +15мм, +25мм, +50мм, что позволяет измерять диаметр до 175мм.
Почему для измерения внутренних размеров деталей используют ? Ответ прост — только эти приборы благодаря своей конструкции и принципу действия способны обеспечить получение высокоточных результатов, а также измерение в труднодоступных местах.
Как и любые другие измерительные приборы, нутромеры требуют тщательной настройки, предваряющей измерение, и периодической поверки. Нутромеры бывают различных типов подробно можете ознакомиться с ними в нашем . Сегодня мы рассмотрим который применяеться для измерения — внутренних размеров изделий: диаметров отверстий, расстояний между параллельными плоскостями и т. п. Индикаторный нутромер представляет собой сочетание стандартного индикатора часового типа с рычажной системой нутромера. Он состоит, из подвижного измерительного стержня, в котором монтируются сменные измерительные вставки, и неподвижного измерительного стержня,установленного в корпусе.Внутри корпуса расположена система рычагов, перемещение которых фиксируется отклонениями стрелки индикатора.

Как пользоваться нутромером индикаторным
Проверка цилиндра и поршняЦилиндр и поршень проверяются внешним осмотром на предмет неравномерного износа, наличия трещин и повреждений. Кроме того, измерением проверяется износ поршня и сравнивается с предельным значением износа, которое приводится в Руководстве по ремонту. Если даже величина износа наход
Приводится в Руководстве по ремонту. Если даже величина износа находится в допустимых пределах, поршень подлежит замене при наличии повреждений или неравномерного износа. Аналогично, даже при отсутствии повреждений или неравномерного износа поршень нужно заменить, если его износ превысил допустимую величину.
Проверка поршня
Царапины и другие повреждения на поверхности поршня
Если нарушается процесс сгорания, то на днище поршня и на жаровом поясе возникает недопустимая деформация или появляются повреждения. Более того, если поршень работает в жёстких условиях или масло потеряло свои качества, то на поверхности поршня появляются следы сильного износа или трещины.
Неравномерный износ и повреждения канавок для поршневых колец
Неравномерный износ канавки приводит к сильной вибрации кольца, которая вызывает повышенный расход масла и прорыв картерных газов. Большое значение имеет не только измерение износа, но и визуальная оценка его равномерности.

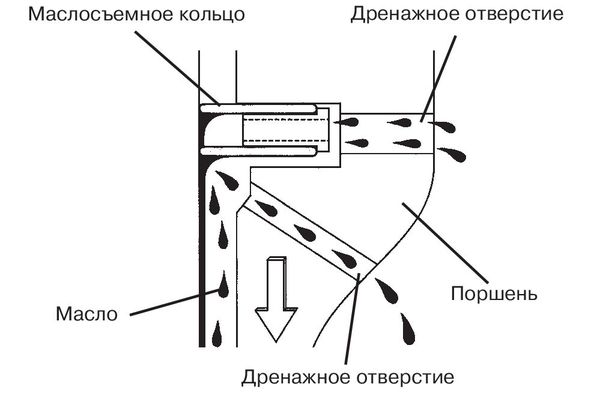
Забитые дренажные отверстия
Маслосъёмное кольцо удаляет со стенки цилиндра излишки масла, которое попадает в цилиндр разбрызгиванием из картера коленчатого вала. То масло, которое кольцо соскребает со стенки цилиндра, возвращается в картер через дренажные отверстия в нижней канавке под кольцо. Если дренажные отверстия засоряются, то масло начинает угорать. В некоторых поршнях дренажные отверстия выполняются в нижней части канавки под кольцо.
Измерение наружного диаметра поршня
По мере роста пробега увеличивается износ поверхностей трения поршня. При сильном износе увеличивается зазор между юбкой и цилиндром - это приводит к увеличению шума работающего двигателя и к росту угара масла. Место измерения диаметра юбки и значение предельного износа указаны в Руководстве по ремонту. Если износ больше допустимого, то поршень подлежит замене. Далее, если износ поршня находится в допустимых пределах, но после измерения диаметра цилиндра становится очевидно, что зазор между юбкой и цилиндром все же превышает допустимое значение, то поршень нужно поменять, если это поможет вернуть зазор к норме.

Проверка зеркала цилиндра
Почти всегда верхняя часть цилиндра изнашивается быстрее нижней из-занеравномерности условий трения между кольцами и цилиндром по высоте. Кроме того, цилиндр изнашивается быстрее в направлении перпендикулярном оси пальца, поскольку в этом направлении поршень давит на цилиндр сильнее. Цилиндр никогда не изнашивается равномерно: профиль износа имеет вид воронки с расширением вверх и форму овала в плане. Уступ, который образуется в ВМТ верхнего компрессионного кольца можно оценить визуально и пальцем, на ощупь. Далее, измерьте диаметр вверху, в среднем поясе и внизу, в двух плоскостях: параллельно оси поршневого пальца (Х) и поперёк оси пальца (Y). Эти измерения позволят определить конусность и овальность цилиндра. Если на зеркале цилиндра имеются царапины, задиры или износ превышает допустимое значение, то цилиндр нужно расточить под поршни ремонтного размера (если выпускаются). Если блок цилиндров по каким-то причинам не допускает расточки, то блок нужно заменить.

Проверка поршневого пальца и отверстий в бобышке пальца
Оба конца поршневого пальца работают внутри поршневых бобышек, а средняя его часть работает в верхней головке шатуна. Для проверки износа и величины фактического зазора нужно измерить диаметр поршневого пальца в тех местах, которыми он работает в отверстиях и диаметры соответствующих отверстий.
Если результат одного из измерений выходит за допустимые пределы поршень с пальцем нужно заменить.
Характер износа отверстия в поршневой бобышке зависит от условий работы двигателя. Равномерный износ практически не встречается - обычно он имеет форму овала. По этой причине диаметр отверстия нужно измерять в двух плоскостях: в вертикальной и в горизонтальной (X и Y). Если результат одного измерения выходит из допустимых пределов, то поршень с пальцем нужно менять.

Измерьте диаметр отверстия в верхней головке шатуна в вертикальной плоскости, поскольку в этом направлении износ всегда больше. Если результат одного выходит из допустимых пределов, то шатун нужно заменить.
Поскольку масло в парах трения поршень-палец и шатун-палец обеспечивается масляным клином определённой толщины, то при увеличении зазора сверх допустимого значения перечисленные детали нужно заменить. Замена обязательна, даже если износ отдельной детали в паре трения не превысил допустимого значения. Вычислите величину зазоров в перечисленных выше парах трения и замените детали, если величина зазора превысит допустимое значение.

* Проверка верхней плоскости блока цилиндров на коробление
Если происходит коробление верхней плоскости блока цилиндров, то обжатие прокладки головки блока цилиндров не будет происходить так, как нужно. Там где удельное давление на прокладку будет ниже нормы, может наблюдаться прорыв охлаждающей жидкости или, что ещё хуже - отработавших газов. В большинстве случаев названные выше неприятности случаются из-за коробления верхней плоскости блока цилиндров, неправильной затяжки болтов крепления головки цилиндров, коробления нижней плоскости головки блока или из-за сочетания названных причин.
В одноцилиндровых двигателях с небольшим рабочим объёмом коробление верхней плоскости блока цилиндров редко является причиной прорыва газового стыка. Хотя для многоцилиндровых двигателей причиной проблем с газовым стыком является в основном коробление нижней плоскости головки цилиндров и неправильная затяжка болтов крепления головки, нужно проверять верхнюю плоскость блока цилиндров.
При помощи поверочной линейки проверьте верхнюю плоскость блока цилиндров на просвет и измерьте зазор плоским щупом. Если коробление превышает допустимое значение, замените блок цилиндров. Если обнаружено коробление блока цилиндров, то велика вероятность того, что головка цилиндров также пострадала. Проверьте на коробление и головку цилиндров.



